








聯(lián)系我們
地址:暫無
手機(jī)/微信一:15524700779
手機(jī)/微信二:13654200914
QQ客服一:暫無
QQ客服二:暫無
手機(jī)/微信一:15524700779
手機(jī)/微信二:13654200914
QQ客服一:暫無
QQ客服二:暫無
產(chǎn)品知識(shí)
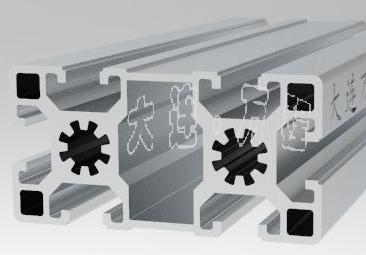
“穿條式”VS“注膠式”隔熱鋁型材的區(qū)別
日期:2017-08-06 人氣:
內(nèi)容提示: “穿條式”VS“澆注式”工藝對(duì)比 (1)穿條式隔熱鋁型材一般分開齒、穿條、滾壓三道工序。 開齒:是用一臺(tái)帶有硬質(zhì)滾齒輪的設(shè)備將鋁型材上要穿隔熱條…
“穿條式”VS“澆注式”工藝對(duì)比
(1)穿條式隔熱鋁型材一般分開齒、穿條、滾壓三道工序。
開齒:是用一臺(tái)帶有硬質(zhì)滾齒輪的設(shè)備將鋁型材上要穿隔熱條的部分滾出齒來。目的是通過滾齒使型材的粗糙度增加從而提高組合后型材的剪切力。由于型材分為內(nèi)外兩個(gè)部分,根據(jù)生產(chǎn)的需要,開齒設(shè)備一般是兩臺(tái)。
穿條:是把隔熱條穿到型材上,把內(nèi)外兩部分型材連起來,為下一步滾壓作好準(zhǔn)備。一臺(tái)設(shè)備即可。
滾壓:該工序又分為導(dǎo)向及預(yù)夾緊、主要夾緊、校直(水平方向、垂直方向)三個(gè)工步,是確保成品型材的緊密度和垂直度的關(guān)鍵。
(2)“澆注工藝”是把表面處理好的鋁型材通過行走系統(tǒng)做直線運(yùn)動(dòng),使鋁型材的隔熱槽經(jīng)過澆注機(jī)的澆注頭下方時(shí),液體隔熱材料流到隔熱槽內(nèi),經(jīng)過一段時(shí)間的凝固后再進(jìn)行切橋。
“穿條式”VS“澆注式”隔熱材料對(duì)比
(1) “穿條工藝”的隔熱材料是隔熱條,目前正規(guī)的隔熱條是聚酰胺66(即Polyamide66,俗稱尼龍66),它的生產(chǎn)方法有兩種:硬頂法和牽引法。硬頂法結(jié)構(gòu)緊、外觀好但比較“脆”,牽引法生產(chǎn)的韌性好但外觀差,側(cè)面有工藝凹陷。為了追求表面美觀和精度,用PA66尼龍加超細(xì)玻璃纖維是國(guó)外隔熱條的共同特點(diǎn)(極少用其它材料)。由于用的是超細(xì)玻璃纖維,抗拉強(qiáng)度差只有60N/mm,而且價(jià)格昂貴。
(2)“澆注工藝” 的目前隔熱材料以聚氨酯隔熱膠為主 ,它的成分一般來說,由樹脂組分和異氰酸鹽(酯)組分組成。
讀完這篇文章后,您心情如何?
本文網(wǎng)址:
http://m.by931.com/zhishi/3283.html
產(chǎn)品推薦